




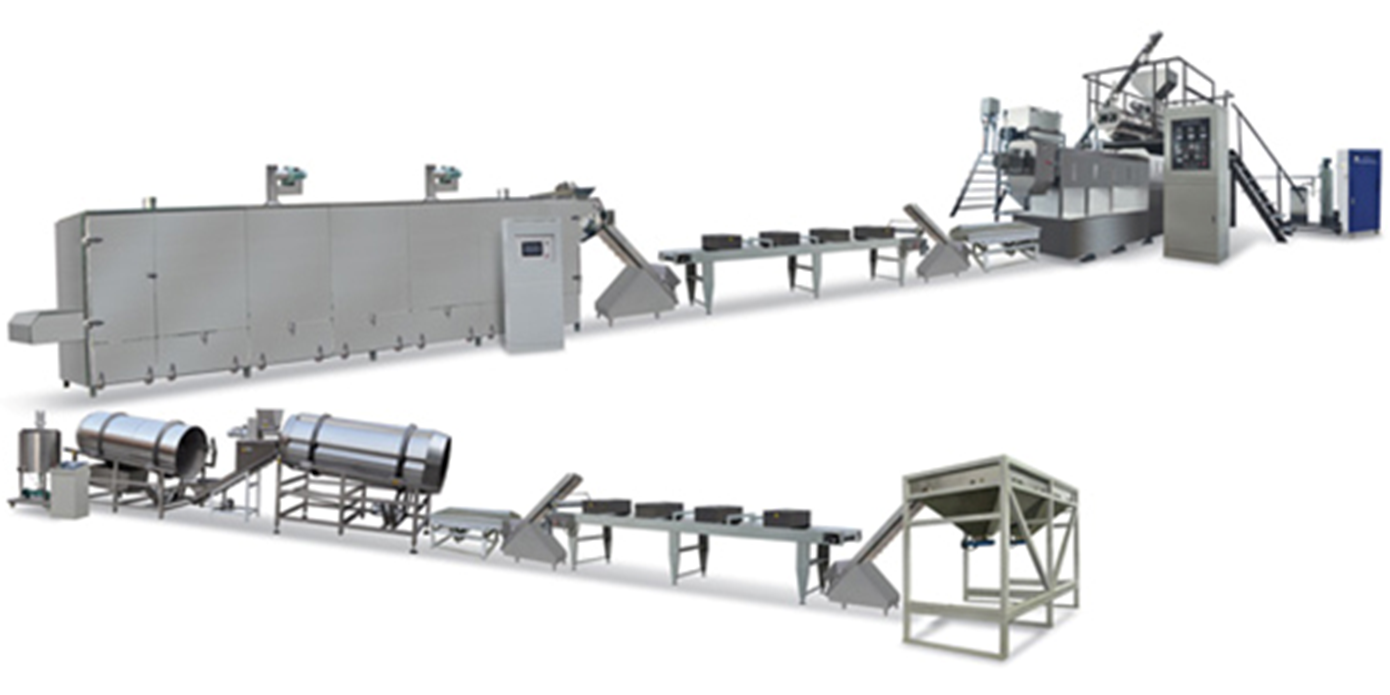
Fish food line




































































The technological line ensures the production of high-quality FISH feed with a high content of proteins, vitamins, and microelements. The line is fully automated, equipped with all the necessary equipment depending on the buyer’s needs, type of raw materials, desired recipe, target group of fish.
Appointment
The complete line is designed for the production of complete extruded floating and sinking feeds for various fish species, such as trout, sturgeon, salmon, catfish and others.
Raw materials and products
The main raw materials for the production of fish feed are: bean cake, soybean meal, wheat bran, fish meal, bone meal, starch, multivitamin complex, vitamin premix, special additives, etc. Components for feed production are selected in accordance with developed recipes.

Products: extruded feed.
The resulting feed can be used to feed sturgeon, trout, salmon, catfish, ornamental fish, shrimp, etc. It can also be used to produce pet food, such as cat and dog food.

*Range of granule sizes produced by fish feed production equipment: 0.6-20 mm.
Technology
EXTRUDING technology with product molding allows you to avoid an additional stage of technology – granulation, which reduces production costs.
The technological process for the production of extrusion feed consists of several stages, including preparation of raw materials, mixing of raw materials, direct extrusion, cutting, drying, adding flavoring additives, cooling, and packaging of finished feed.
Main technological characteristics
Line performance depends on the recipe, quality of raw materials, installed equipment and its settings.
|
No. |
Name |
Indicator |
|
1 |
Performance |
from 250 kg up to 750 kg. per hour |
|
2 |
Evaporative drying capacity |
up to 1000 kg of moisture per hour |
|
3 |
Number of raw material components |
unlimited |
|
4 |
Approximate overall dimensions of the complete line (LxWxH) |
36 x 12 x 9 m |
|
5 |
Total approximate weight of equipment |
up to 40 tons |
|
6 |
Installed power of electrical equipment |
up to 500 kW |
|
7 |
Service staff |
2 people |
Operating principle and technological diagram of the line


Main technological stages of production of extruded feed
1. Preparation of raw materials
The technology for the production of extruded feed provides for the stage of preparation of raw materials: reception (1,2), storage (3), preliminary grinding and component dosing of raw materials (4,5,6).
At the customer's request, simplified storage on the floor can be implemented in a suitable indoor facility with security and manipulation using a front loader.
2. Grinding and mixing of raw materials
The grinding of raw materials largely depends on the diameter of the extruder die hole. If the hole diameter is 3 mm or more, then at the final stage, the crushed raw materials must pass through a sieve with 1.2 mm holes. Ensuring a high-quality granule formation process for a matrix hole diameter of less than 3 mm, the maximum particle size should not exceed 1/3 of the matrix hole.
Extrusion raw materials can be used with a wide range of ingredients with different particle sizes. It is desirable that the particles be of uniform size and density to prevent self-sorting during mixing and transport to extrusion. The uniform particle size of the raw material prevents the appearance of hard, partially unextruded particles in the granule.
The mixture, using transport equipment (8-10) and a changeover valve (6), is fed either directly into the storage hopper (11) or through additional grinding in a crusher (7). The stock of raw material mixture in the storage hopper is automatically replenished.
3. Conditioning and extrusion
From the storage hopper (11) the mixture enters the operational hopper (13).
The raw material is then fed into the extruder preconditioner (14) for humidification and heating. The preconditioner has two shafts with blades, the rotation of which ensures high-quality mixing and uniform, complete penetration of moisture into the raw material ingredients, and promotes the plasticization of raw material particles before extrusion.
In the preconditioner, the mixture is treated with steam and the moisture content of the raw materials increases by 5-7%. An increase in the percentage of raw material moisture is achieved by adding water. Steam and water are usually balanced to ensure that the mixture leaves the preconditioner at a temperature of 70 to 90 °C. C The presence of frequency control of the speed of shafts with blades in the preconditioner allows you to control the preparation time of raw materials, which should be at least 120 s.
The prepared mixture from the preconditioner enters the working body of the extruder (14). In the working body, the raw material is exposed to high temperature, pressure and a high degree of mixing, which determines the final quality of the granule. The screw profile of the working body can be changed by selecting screw elements with different pitches or intermittent turns, which makes it possible to control the residence time and degree of mixing of the raw materials in the corresponding zone.
Adding water to the working body of the extruder and the possibility of changing its configuration allows you to achieve optimal parameters of the extrusion process: increasing the extrudate pressure at the outlet, adjusting the temperature in the range from 125 to 150 °; C and humidity from 23 to 28%. For different formulations and granule sizes, different configurations of the working body are used.
At the exit of the extruder working body, a matrix is installed, which performs two main functions:
- the matrix creates resistance to the flow of the product, resulting in the formation of granule density;
- the holes of the matrix give the granules the required shape at the exit from the extruder.
To separate a continuous layer of extrudate into individual granules, a cutter is used, which consists of several cutting knives. The combination of the rotation speed of the knives and the linear speed of the extrudate exit provides the required granule length.
The area where granules leave the extruder, as well as the conveyor (16), are equipped with steam removal hoods, which are connected to the aspiration system (15).
After extrusion, the granule is fed into the dryer (17) using a Z-shaped conveyor (16).
4. Drying
The main purpose of drying is to reduce the moisture level of the product granule. For dry foam extruded products, the final moisture content should be no more than 8% to prevent mold and bacterial growth. The horizontal conveyor type dryer (17) is the most common drying equipment for most extrusion lines.
The drying process is as follows:
- the granule is placed in a uniform layer on the dryer flooring belt and moves at a constant speed;
- cold air is heated by steam heaters;
- the thermal agent (heated air) passes through the product layer at a speed of 0.8 to 1 m/s at a coolant temperature of 60 to 100°C;
- circulation of the coolant in the dryer volume ensures the transfer of thermal energy to the granules, due to which moisture evaporates from the product and is released into the environment;
- Due to the recirculation valve, part of the thermal agent released into the environment is mixed with fresh air, which is supplied to the heater, providing savings in thermal energy and significantly reducing the cost of the drying process. After the drying process, the granules are fed by transport equipment (18, 20) to a vibrating sieve (19). The vibrating sieve is designed to separate quality granules from substandard ones and spills.
5. Applying fat and cooling
To improve taste, granules are fed into a liquid additive application unit (21). Liquid fat and other additives (flavors, vitamins, etc.) are applied to the granule. Before applying the fat, the granules are not cooled, but arrive in a hot (about 80 ° C) and dry (about 8% humidity) state. This is due to the fact that a warm product absorbs additives better. Liquid fats and additives are applied in a couter by spraying liquid and dry powder over the product. In containers for liquid fat, it is heated to 60 °C, which is recommended for application.
Two equipment options for applying liquid fat and additives: vacuum or rotary coaters. The complete set depends on the characteristics of the food being produced.
Rotary cutter works on the principle of passing a dry product through a torch of liquid fat created by a rotating disk. A mixer is used to absorb the liquid additive into the granule. The process occurs at ambient atmospheric pressure.
Vacuum couter is designed for applying liquid additives to low-density granules. Compared to rotary, it allows you to add up to 40% fat to the granule due to infusion into the cell structure. Vacuum infusion delivers fatty components into all air pores within the extruded product, while atmospheric infusion provides only surface coverage.
Vacuum or rotary coaters are supplied complete with a liquid additive preparation system (22).
To use solid fat as an ingredient for application to the granule, an additional option is required, which is the presence of a fat melter in the line. After applying the fat, using a conveyor (23), the granules are fed into a counterflow cooler (24). There they are cooled to room temperature and then fed to a vibrating sieve (25) to separate the fine fraction from the finished product before packaging.
The main advantage of a counterflow cooler over other types is minimal injury to the granules and high productivity.
6. Packaging
After cooling, with the help of transport equipment (26), the granules are supplied to the operational bunker (27). The granules are packed into bags and sacks using a packaging machine (28).
7. Control system and process visualization
A mini-workshop (line) for the production of extruded food for pets and fish can be equipped with a centralized control panel for all equipment.
With the help of sensors, technological parameters of equipment operation are monitored: bunker filling level, extruder operating temperature and engine loads, conveyor operating speeds, etc. In the event of an emergency or unforeseen situation on the line, the corresponding equipment will be automatically stopped.
Control is carried out both using buttons on equipment control cabinets and a centralized line operator console.
Coordination of the operation of production line equipment is carried out by regulating the performance of its individual components: feeders, conveyors, etc.
The advantage of using an automated control system is that it simplifies and reduces the cost of control and operation of the line.
Composition of the production line (LINE EQUIPMENT)
- Mixer
- Extruder
- Transport equipment
- Horizontal conveyor dryer
- Pneumatic conveyor
- System for introducing liquid components and vacuum deposition of fat
- Counterflow cooler
- Storage hopper
- Crusher
- Operations bunker
- Vibrating sieve
- Kouter
- ACS
The completeness and characteristics of the equipment in the feed production line depend on the basic feed recipe.
Benefits of technology
- compactness compared to competitive solutions;
- ease of operation and control accuracy;
- there is no need for feed pelleting;
- the technology is maximally unified and allows us to provide a wide range of feeds for various groups of animals;
- belt drying technology has a gentle mode of granule refinement;
- vacuum deposition has a wide range of input of both dry and liquid components;
- vertical drying avoids damage to the granules;
- suitable for the production of both economy and premium class feed;
- environmental friendliness, energy saving, high efficiency;
- high protein content and low carbohydrate content in the finished feed;
- extrusion reduces the content of bacteria, mold and fungi in feed raw materials, improves the hygienic quality of feed;
- the taste of the feed improves.
We propose to make a layout solution taking into account:
- productivity;
- prescription;
- room area;
- energy supply conditions.
Contact us
We provide comprehensive engineering: design preparation, supply, supervision/installation, commissioning, engineering services, service, warranty and post-warranty service. Our qualified specialists are always ready to work with you to create a solution that meets specific requirements and processes, implement the layout of the line, discuss the technological features of the equipment and clarify prices.
For all questions: purchases, cooperation and for additional information, please contact the contact phone numbers, use the feedback form or send a request by email.
The complete line is designed for the production of complete extruded floating and sinking feeds for various fish species, such as trout, sturgeon, salmon, catfish and others.
Raw materials and products
The main raw materials for the production of fish feed are: bean cake, soybean meal, wheat bran, fish meal, bone meal, starch, multivitamin complex, vitamin premix, special additives, etc. Components for feed production are selected in accordance with developed recipes.
Products: extruded feed.
The resulting feed can be used to feed sturgeon, trout, salmon, catfish, ornamental fish, shrimp, etc. It can also be used to produce pet food, such as cat and dog food.
*Range of granule sizes produced by fish feed production equipment: 0.6-20 mm.
EXTRUDING technology with product molding allows you to avoid an additional stage of technology – granulation, which reduces production costs.
The technological process for the production of extrusion feed consists of several stages, including preparation of raw materials, mixing of raw materials, direct extrusion, cutting, drying, adding flavoring additives, cooling, and packaging of finished feed.
Main technological characteristics
Line performance depends on the recipe, quality of raw materials, installed equipment and its settings.
|
No. |
Name |
Indicator |
|
1 |
Performance |
from 250 kg up to 750 kg. per hour |
|
2 |
Evaporative drying capacity |
up to 1000 kg of moisture per hour |
|
3 |
Number of raw material components |
unlimited |
|
4 |
Approximate overall dimensions of the complete line (LxWxH) |
36 x 12 x 9 m |
|
5 |
Total approximate weight of equipment |
up to 40 tons |
|
6 |
Installed power of electrical equipment |
up to 500 kW |
|
7 |
Service staff |
2 people |
Operating principle and technological diagram of the line
Main technological stages of production of extruded feed
1. Preparation of raw materials
The technology for the production of extruded feed provides for the stage of preparation of raw materials: reception (1,2), storage (3), preliminary grinding and component dosing of raw materials (4,5,6).
At the customer's request, simplified storage on the floor can be implemented in a suitable indoor facility with security and manipulation using a front loader.
2. Grinding and mixing of raw materials
The grinding of raw materials largely depends on the diameter of the extruder die hole. If the hole diameter is 3 mm or more, then at the final stage, the crushed raw materials must pass through a sieve with 1.2 mm holes. Ensuring a high-quality granule formation process for a matrix hole diameter of less than 3 mm, the maximum particle size should not exceed 1/3 of the matrix hole.
Extrusion raw materials can be used with a wide range of ingredients with different particle sizes. It is desirable that the particles be of uniform size and density to prevent self-sorting during mixing and transport to extrusion. The uniform particle size of the raw material prevents the appearance of hard, partially unextruded particles in the granule.
The mixture, using transport equipment (8-10) and a changeover valve (6), is fed either directly into the storage hopper (11) or through additional grinding in a crusher (7). The stock of raw material mixture in the storage hopper is automatically replenished.
3. Conditioning and extrusion
From the storage hopper (11) the mixture enters the operational hopper (13).
The raw material is then fed into the extruder preconditioner (14) for humidification and heating. The preconditioner has two shafts with blades, the rotation of which ensures high-quality mixing and uniform, complete penetration of moisture into the raw material ingredients, and promotes the plasticization of raw material particles before extrusion.
In the preconditioner, the mixture is treated with steam and the moisture content of the raw materials increases by 5-7%. An increase in the percentage of raw material moisture is achieved by adding water. Steam and water are usually balanced to ensure that the mixture leaves the preconditioner at a temperature of 70 to 90 °C. C The presence of frequency control of the speed of shafts with blades in the preconditioner allows you to control the preparation time of raw materials, which should be at least 120 s.
The prepared mixture from the preconditioner enters the working body of the extruder (14). In the working body, the raw material is exposed to high temperature, pressure and a high degree of mixing, which determines the final quality of the granule. The screw profile of the working body can be changed by selecting screw elements with different pitches or intermittent turns, which makes it possible to control the residence time and degree of mixing of the raw materials in the corresponding zone.
Adding water to the working body of the extruder and the possibility of changing its configuration allows you to achieve optimal parameters of the extrusion process: increasing the extrudate pressure at the outlet, adjusting the temperature in the range from 125 to 150 °; C and humidity from 23 to 28%. For different formulations and granule sizes, different configurations of the working body are used.
At the exit of the extruder working body, a matrix is installed, which performs two main functions:
- the matrix creates resistance to the flow of the product, resulting in the formation of granule density;
- the holes of the matrix give the granules the required shape at the exit from the extruder.
To separate a continuous layer of extrudate into individual granules, a cutter is used, which consists of several cutting knives. The combination of the rotation speed of the knives and the linear speed of the extrudate exit provides the required granule length.
The area where granules leave the extruder, as well as the conveyor (16), are equipped with steam removal hoods, which are connected to the aspiration system (15).
After extrusion, the granule is fed into the dryer (17) using a Z-shaped conveyor (16).
4. Drying
The main purpose of drying is to reduce the moisture level of the product granule. For dry foam extruded products, the final moisture content should be no more than 8% to prevent mold and bacterial growth. The horizontal conveyor type dryer (17) is the most common drying equipment for most extrusion lines.
The drying process is as follows:
- the granule is placed in a uniform layer on the dryer flooring belt and moves at a constant speed;
- cold air is heated by steam heaters;
- the thermal agent (heated air) passes through the product layer at a speed of 0.8 to 1 m/s at a coolant temperature of 60 to 100°C;
- circulation of the coolant in the dryer volume ensures the transfer of thermal energy to the granules, due to which moisture evaporates from the product and is released into the environment;
- Due to the recirculation valve, part of the thermal agent released into the environment is mixed with fresh air, which is supplied to the heater, providing savings in thermal energy and significantly reducing the cost of the drying process. After the drying process, the granules are fed by transport equipment (18, 20) to a vibrating sieve (19). The vibrating sieve is designed to separate quality granules from substandard ones and spills.
5. Applying fat and cooling
To improve taste, granules are fed into a liquid additive application unit (21). Liquid fat and other additives (flavors, vitamins, etc.) are applied to the granule. Before applying the fat, the granules are not cooled, but arrive in a hot (about 80 ° C) and dry (about 8% humidity) state. This is due to the fact that a warm product absorbs additives better. Liquid fats and additives are applied in a couter by spraying liquid and dry powder over the product. In containers for liquid fat, it is heated to 60 °C, which is recommended for application.
Two equipment options for applying liquid fat and additives: vacuum or rotary coaters. The complete set depends on the characteristics of the food being produced.
Rotary cutter works on the principle of passing a dry product through a torch of liquid fat created by a rotating disk. A mixer is used to absorb the liquid additive into the granule. The process occurs at ambient atmospheric pressure.
Vacuum couter is designed for applying liquid additives to low-density granules. Compared to rotary, it allows you to add up to 40% fat to the granule due to infusion into the cell structure. Vacuum infusion delivers fatty components into all air pores within the extruded product, while atmospheric infusion provides only surface coverage.
Vacuum or rotary coaters are supplied complete with a liquid additive preparation system (22).
To use solid fat as an ingredient for application to the granule, an additional option is required, which is the presence of a fat melter in the line. After applying the fat, using a conveyor (23), the granules are fed into a counterflow cooler (24). There they are cooled to room temperature and then fed to a vibrating sieve (25) to separate the fine fraction from the finished product before packaging.
The main advantage of a counterflow cooler over other types is minimal injury to the granules and high productivity.
6. Packaging
After cooling, with the help of transport equipment (26), the granules are supplied to the operational bunker (27). The granules are packed into bags and sacks using a packaging machine (28).
7. Control system and process visualization
A mini-workshop (line) for the production of extruded food for pets and fish can be equipped with a centralized control panel for all equipment.
With the help of sensors, technological parameters of equipment operation are monitored: bunker filling level, extruder operating temperature and engine loads, conveyor operating speeds, etc. In the event of an emergency or unforeseen situation on the line, the corresponding equipment will be automatically stopped.
Control is carried out both using buttons on equipment control cabinets and a centralized line operator console.
Coordination of the operation of production line equipment is carried out by regulating the performance of its individual components: feeders, conveyors, etc.
The advantage of using an automated control system is that it simplifies and reduces the cost of control and operation of the line.
Composition of the production line (LINE EQUIPMENT)
- Mixer
- Extruder
- Transport equipment
- Horizontal conveyor dryer
- Pneumatic conveyor
- System for introducing liquid components and vacuum deposition of fat
- Counterflow cooler
- Storage hopper
- Crusher
- Operations bunker
- Vibrating sieve
- Kouter
- ACS
The completeness and characteristics of the equipment in the feed production line depend on the basic feed recipe.
- compactness compared to competitive solutions;
- ease of operation and control accuracy;
- there is no need for feed pelleting;
- the technology is maximally unified and allows us to provide a wide range of feeds for various groups of animals;
- belt drying technology has a gentle mode of granule refinement;
- vacuum deposition has a wide range of input of both dry and liquid components;
- vertical drying avoids damage to the granules;
- suitable for the production of both economy and premium class feed;
- environmental friendliness, energy saving, high efficiency;
- high protein content and low carbohydrate content in the finished feed;
- extrusion reduces the content of bacteria, mold and fungi in feed raw materials, improves the hygienic quality of feed;
- the taste of the feed improves.
We propose to make a layout solution taking into account:
- productivity;
- prescription;
- room area;
- energy supply conditions.
Advantages of the equipment

Robust construction

Stable and reliable production

Maximum efficiency

Easy to operate

Easy maintenance

It will save space

Low maintenance costs

Long service life
